
850 KPA Pressure & Temp Relief Valve - hot water expansion valve
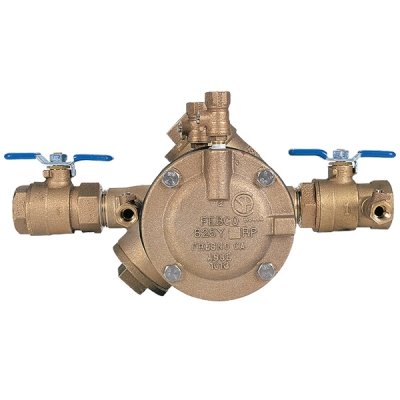
Febco825YA
The device consists of two independent check valves, plumbed in series, with a pressure monitored chamber between (also known as the zone). The chamber is maintained at a pressure that is lower than the water supply pressure, but high enough to be useful downstream. The reduced pressure is guaranteed by a differential pressure relief valve, which automatically relieves excess pressure in the chamber by discharging to a drain. Four test cocks are installed to allow an inspector to verify proper operation of the valve with a differential pressure meter. Two valves (one before and one after the RPZD) are provided to allow for testing and repair.
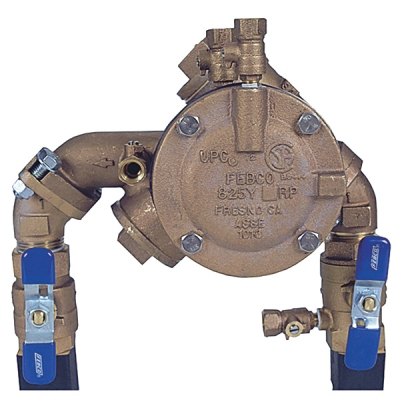
Febco825Y RP
In the UK,[6] Illinois, New York,[7] Texas,[8] and Missouri(RsMO 10c60-11), the RPZD valve must be tested at least every 12 months by an accredited tester.
Febco825Y test ports diagram
In the case of the downstream check valve passing, the differential pressure relief valve prevents the possibility of the chamber pressure from exceeding the supply pressure.
A reduced pressure zone device (RPZD, RPZ, or RPZ valve) is a type of backflow prevention device used to protect water supplies from contamination. RPZDs may also be known as reduced pressure principle (RP), reduced pressure principle backflow prevention devices,[1][2] reduced pressure zone assemblies (RPZA),[3] or reduced pressure principle assembly (RPPA).[4]
Because certain combinations of check valve failure and/or system backpressure cause the relief valve to discharge, the device must be mounted in a location where the drain will not become flooded.
WinterizeFebco825Y
FEBCO825Y spec Sheet
Facilities that require constant water pressure must install two RPZDs in parallel so that one device will be available to supply the facility while the other is tested or repaired.
Reduced Pressure assemblies are used to protect against high hazard (toxic) fluids in water services to industrial plants, hospitals, morgues, mortuaries, and chemical plants. They are also used in irrigation systems, boiler feed, water lines and other installations requiring maximum protection. They feature a bronze body and threaded ball valve shutoffs. Maximum Working Pressure: 175psi (12.1 bar). The reduced pressure zone assembly shall consist of two independently operating, spring loaded, "Y" pattern check valves and one hydraulically dependent differential relief valve. The assembly shall automatically reduce the pressure in the "zone" between the check valves to at least 5psi lower than inlet pressure. Should the differential between the upstream and the zone of the unit drop to 2psi, the differential relief valve shall open and maintain the proper differential. Mainline valve body and caps including relief valve body and cover shall be bronze. Check valve moving member shall be center stem guided. All hydraulic sensing passages shall be internally located within the mainline and relief valve bodies and relief valve cover. Diaphragm to seat area ratio shall be 10:1 minimum. Relief valve shall have a removable seat ring. Check valve and relief valve components shall be constructed so they may be serviced without removing the valve body from the line. All seat discs shall be reversible. Shutoff valves and test cocks shall be full ported ball valves. Specifications
Febco825Y test Procedures
A RPZD is considered suitable for significant hazard applications,[note 1] that is, where the consequence of backflow into the water supply would cause significant harm, although not for the highest risks, such as human waste.[5] They are considered suitable because they prevent both back pressure and back-siphonage, because of a redundant design (even with two check valves broken the device still provides protection), and because they are testable to verify correct operation.
It is theoretically possible that, when both valves are faulty, backflow could occur, should the reverse flow rate exceed the capacity of the relief valve.
Discharge from the relief device is an indication that either of the two check valves is 'passing' (leaking past their shutoff seats) or the relief valve itself is faulty. Some normal water use conditions may cause short episodes of discharge (this is why check one has a minimum passing value of relief +3. It is designed to handle the pressure fluctuations).
Febco825Y test ports
There are approximately fifteen devices related to backflow which cannot be tested, as they do not have isolation valves or test ports and there are no standards (test procedures) set in place to test for any device. This is what sets an assembly apart from a device. An assembly is testable, but a device is not.
In the case of the upstream check valve passing, the differential pressure (higher supply pressure compared with the lower chamber pressure) causes any flow to occur only in one direction. A buildup of pressure in the chamber in such a case would be relieved to the drain.
Backflow preventers are categorized into three groupings: Assembly, Device or Method. With the exception of elimination, these are the only ways one can control backflow from taking place.
An example of where backflow would harm the water supply is the use of well washing devices inside underground sewerage pumping stations. At times untreated sewerage may contain a variety of harmful gases that will effectively break down and deteriorate concrete wells, hence well washers are utilised to spray water and wash down contaminated concrete walls of a well. All well washers are installed with RPZ Devices in case a pumping station breaks down, and the sewerage level rises above the well washer, causing backflow down the water supply line.
Febco825Y Repair Kit
The eight named backflow assemblies all have two resilient seated isolation/shut off valves with properly located test ports. These assemblies have the distinct advantage of being in-line serviceable and can be tested & repaired without having to remove an installed assembly. Special accredited courses are given to test & repair backflow assemblies and only certified testers may test backflow assemblies.
A reduced pressure zone device is tested with a device called a differential gauge. This gauge uses hoses attached to the various test cocks of the RPZD and checks to be certain that the check valve springs as well as the relief valve spring are not fouled and are working properly. There is a variety of manufacturers of these gauges, but most utilize either a three-valve or a five-valve design to test the RPZD in different ways.



 8615510865705
8615510865705 
 8615510865705
8615510865705